
鍛造部品の後処理について⑤ 鍛造後の表面処理 Ⅲ(アルマイト処理・各種化学処理・塗装)
アルマイト処理や各種化学処理、塗装等の処理を施すことで、鍛造部品表面の機能向上を図ることができます。
「電気めっき」と同様に「付加加工」の表面処理としてよく利用されるのが、酸化皮膜を形成するアルマイト処理や各種化学的処理、塗装等です。これらにより、鍛造部品表面の機能を向上させることができます。
表面への皮膜形成により、着色のほか、防食性・耐摩耗性等をアップ
アルマイト処理や無電解ニッケルめっき、黒染処理、リン酸塩処理、そして塗装等の表面処理(付加加工)について解説します。
アルマイト処理
アルマイトとは、アルミニウムへの陽極酸化処理のことを指します。電解液に電極を浸し、直流電気を流すと、陽極側のアルミニウムの表面に安定した酸化被膜が形成されます。防食性のほか、耐摩耗性も付加できます。
さらに、スズやニッケル溶液に製品を浸し電流を通しで二次電解処理を行うと、アルマイトの皮膜に空いた多数の孔にスズ・ニッケルが入りこみ着色することが可能です。
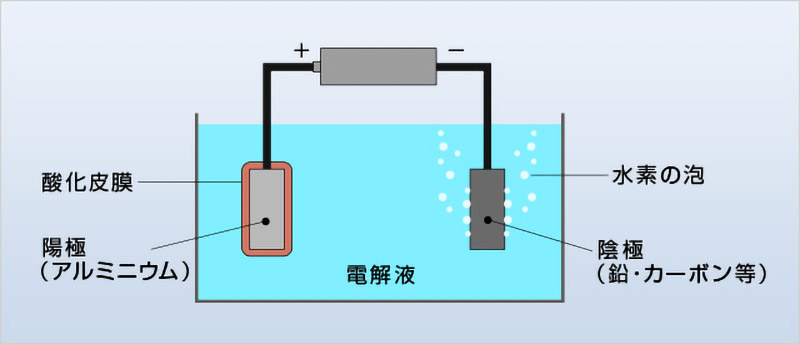
陽極側にアルミニウム、陰極側に鉛・カーボン等を使用し、電解液をエアーで攪拌する。陰極から水素の気泡が発生し、陽極のアルミニウムに酸化皮膜(アルマイト被膜)が形成される。
アルマイト処理の目的
- アルミニウムの防食性の向上
- アルミニウムの耐摩耗性の向上
- アルミニウムの着色
以上の「電気めっき」のほか、電気を使わず化学反応によって皮膜を析出させる「無電解めっき」もあります。
無電解ニッケルめっき
電気を使わず、イオン化したニッケル(酸化剤)と還元剤をめっき浴中に溶解させ、そこに被めっき物を浸けると、その表面で化学反応が起こり、めっき皮膜を析出します。
無電解ニッケルめっきの目的
- 電気を使わずにニッケルめっき
- 複雑形状部品へ均一なめっき生成
黒染処理
鉄製品を苛性ソーダ水溶液等、高濃度のアルカリ溶液に浸けることにより、表面に緻密な四三酸化鉄(Fe3O4)を生成します。黒色に着色され、耐食性も向上できます。
黒染処理の目的
- 防食性の向上
- 黒色着色
リン酸塩処理
リン酸塩処理には、材料や用途によってさまざまな種類がありますが、鉄をはじめ、亜鉛やアルミニウムにも適用される最も一般的な処理方法が、リン酸亜鉛処理です。防錆や潤滑のほか、塗装の下地処理としても利用されています。
リン酸塩処理の目的
- 鉄・亜鉛・アルミニウムの防錆性の向上
- 鉄・亜鉛・アルミニウムの潤滑性の向上
- 鉄・亜鉛・アルミニウムの塗装下地
塗装
「塗装」とは、樹脂等、非金属による被覆処理のことを言います。塗装の目的の多くは防食と装飾で、建築金物や自動車部品などで、塗装が求められることがあり、例えば、防水性・耐候性のあるアクリル樹脂やウレタン樹脂、シリコーン樹脂、フッ素樹脂等が用いられています。塗装法では、エアスプレーによる吹付け塗装や、塗料の中に製品をひたす浸漬塗装、電気的な性質を利用した電着塗装など。また、水や溶剤を全く使わず粉末状の塗料を用いて塗装する粉体塗装等があります。
塗装の目的
- 防食
- 装飾
表面処理選択のポイント
表面処理の種類によっては、製品材料を変更しなければならなかったり、寸法・形状の変更、作業工程の変更等が必要になったりするため、設計段階から考慮しておかなくてはなりません。製品の用途や使用環境に適合していることはもちろん、採用したい表面処理によって、基材に軟化・脆化・寸法変化などが生じないか、表面粗さが損なわれないか、細孔や隙間などはないか、そして、使用箇所に適正な表面処理かなど、慎重に検討を加える必要があります。
各企業様からのコスト削減相談を無料で行っています
白光金属工業では、製造メーカー様、各企業様からのコスト削減相談を無料で行っています。Teams/Zoom等、オンラインで現行の製造部品を拝見させて頂き、効果的なコスト削減に関するアドバイスを無料で提供させて頂きます。
鋳造部品で課題を抱えておられる担当者様は、お電話またはメールでお気軽にご質問・ご相談下さい。
お電話でのご質問・ご相談は、
こちらへ御連絡をお願いします。
- コスト削減・ご質問ダイヤル(無料)
- 072-241-1888平日|9:00~17:00 土・日曜日・祝日休
メールでのご質問・ご相談は、こちらから御送信下さい。
- メールによる問い合せ
- 入力フォームへ